The first thing that we must know for shaping a metal is that you can do to a sheet is four elements:
- You can cut
- You can bend
- You can Shrink
- You can stretch

That's all you can do, and when you understand what happen when you using one or more of those four elements in a combination you can control a flat piece of sheet metal and create anything you want and that's what we really teaching you, it doesn't matter if we making a motor cycle fender or a 32 Roadster body or a 41' Willys in Aluminum it's all up in your mind.
In the other side, we have the no manual techniques. In these techniques we have a machine for shaping the metal.
Cutting:
Metal stamping is called the mechanical operation that is used to drill holes in sheet metal plates. To perform this task, are used from simple manually operated mechanisms to sophisticated high-powered mechanical presses. In the following link, you can observe the process of punching in different films: die. This video can be seen punching different models for the same punching machine.
The bending deformation of metal sheet is about a certain angle. Angles can be classified as open (if greater than 90grados), closed (less than 90 °) or straight. During operation, the fibers are in tension externasdel materials while interiors are in compression. The bend produces no significant changes in the thickness of the metal sheet.

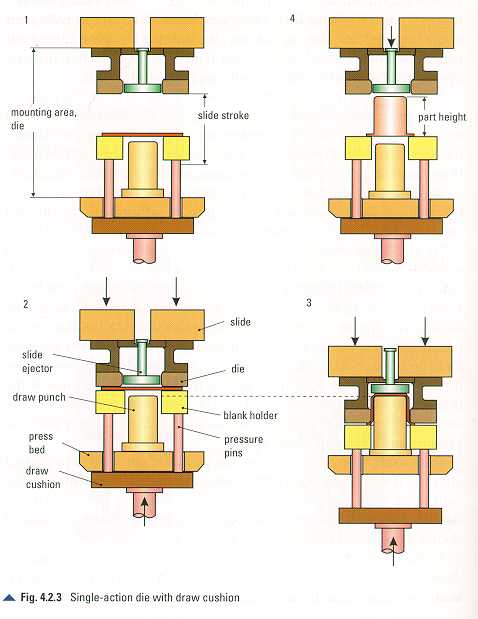 Inlay:
Inlay:Sheet metal inlay is one of the most common procedures making hollow parts for various aplciaciones ranging from home, office and industry in general.
The cut pieces or disks are arranged to employ the seat or centering ring, fixed to the die for pressing, in order to center the disc in the drawing process. A stripper device presses the disc against the die for pressing in order that no folds occur. The lower punch die to stretch the material on the beaded edges of the matrix, so as to produce a hollow piece. The movement of all the crystals that formed the stuffing material is radical in all its magnitude. Each of the crystals of the material moves to the extent that it slides into the opening between the punch and die.
The displacement of material in this instance is similar to the water flow of a weir overflow. When it is intended that the material thickness is not changed during the filling process, the area of the original piece (hard cut) should equal the surface area of the recessed part.
 Laminate:
Laminate:Lamination is a deformation forming method used to produce metal products of elongate cross section constant.
This metallurgical process can be performed with various types of machines. The choice of the most suitable machine is a function of the type of sheet to be obtained (thickness and length) and the nature and characteristics of the metal
This is a process which reduces the thickness of material passing between a pair of rotating rollers. The rollers are generally cylindrical and produce flat products such as sheets or tapes. They can also be scored or engraved on a surface so as to change the profile and pattern embossed stamp. This deformation process may be conducted in either hot or cold.
Other type of laminate is the English Whell:
The English wheel, in Britain also known as a Wheeling machine, is a metalworking tool that enables a craftsman to form compound (double curvature) curves from flat sheets of metal such as aluminium or steel. The process of using an English wheel is known as Wheeling. Panels produced this way are expensive, due to the highly skilled and labour intensive production method, but it has the key advantage that it can flexibly produce different panels using the same machine. It is a forming machine that works by surface stretching and is related in action to panel beating processes. It is used wherever low volumes of compound curved panels are required; typically in coachbuilding, car restoration, spaceframe chassis racing cars that meet regulations that require sheetmetal panels resembling mass production vehicles (Nascar), car prototypes and aircraft skin components. English wheel production is at its highest volumes, in low volume sports car production, particularly when more easily formed aluminium is used. Where high volume production runs of panels are required the wheel is replaced by a stamping press, that has a much higher capital set up cost and longer development time than an English Wheel, but each panel in the production run can be produced in a matter of seconds. This cost is defrayed across a larger production run, but a stamping press is limited to only one model of panel per set of dies. The English wheel model shown is manually operated, but when used on thicker sheet metals such as for ship hulls the machine may be powered and be much larger than the one shown here.
No hay comentarios:
Publicar un comentario